Reticle Holders CNC Machining for Photolithography Systems
- Machining for complex holder geometries and clamping surfaces
- Tight tolerances up to ±0.0001 in
- Ultra-precision grinding, lapping & low-expansion materials
- Support for rapid prototyping and full-scale production
- ISO 9001-certified photolithography component manufacturing
Why Semi-Concductor Companies
Choose Zintilon

Increased Productivity
Engineers get time back by not dealing with immature supply chains or lack of supply chain staffing in their company and get parts fast.

10x Tighter Tolerances
Zintilon can machine parts with tolerances as tight as+/ - 0.0001 in -10x greater precision compared to other leading services.

World Class Quality
Zintilon provides aerospace parts for leading aerospace enterprises, verified to be compliant with ISO9001 quality standard by a certified registrar. Also, our network includes AS9100 certified manufacturing partners, as needed.
From Prototyping to Mass Production





Prototype Load Lock Frames
Key Point
- Rapid prototyping with ultra-precision
- Tight tolerances (±0.0001 in)
- Test design, flatness, and thermal stability early

EVT – Engineering Validation Test
Key Point
- Validate prototype functionality
- Rapid design iterations
- Ensure readiness for production

DVT – Design Validation Test
Key Point
- Confirm design integrity and flatness
- Test multiple materials and thermal characteristics
- Ensure production-ready performance

PVT – Production Validation Test
Key Point
- Test large-stage production capability
- Detect and fix process issues early
- Ensure consistent part quality

Mass Production
Key Point
- Consistent, high-volume production
- Ultra-precision machining for nanometer accuracy
- Fast turnaround with strict quality control

Simplified Sourcing for
the New Energy Industry
Explore Other Semiconductor Components
Browse our complete selection of CNC machined semiconductor components, crafted for durability and ultra-tight tolerances. From precision tooling and fixture parts to vacuum chambers and wafer handling systems, we deliver solutions tailored to advanced semiconductor production.
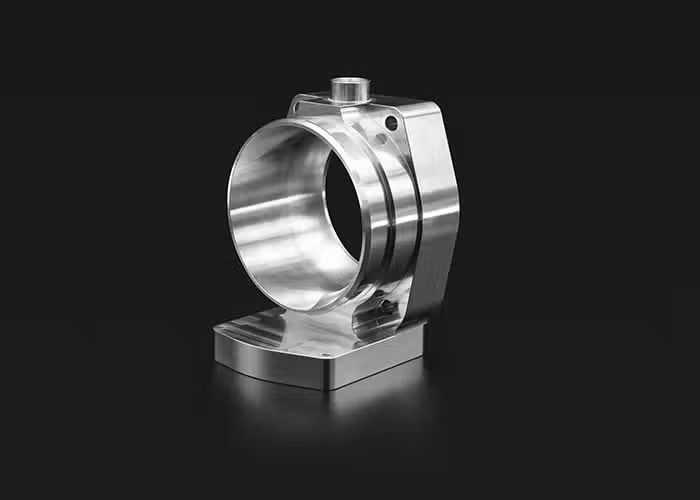
Photolithography Reticle Holders Machining Capabilities
For reticle positioning, contamination control, and control of aligners, interferometric measurements of flatness, and particle counting, we provide ultra-precision surface grinding, lapping, and thermal material processing in cleanroom assembly. Each reticle holder is machined in different materials combined for lightweight, high stability, and ideally suited for virtually all photolithography system illumination and expansion.




Aerospace
Materials & Finishes


Specialist Industries








Materials for Reticle Holders

High machinability and ductility. Aluminum alloys have good strength-to-weight ratio, high thermal and electrical conductivity, low density and natural corrosion resistance.

Steel is a strong, versatile, and durable alloy of iron and carbon. Steel is strong and durable. High tensile strength, corrosion resistance heat and fire resistance, easily molded and formed. Its applications range from construction materials and structural components to automotive and aerospace components.
Stainless steel alloys have high strength, ductility, wear and corrosion resistance. They can be easily welded, machined and polished. The hardness and the cost of stainless steel is higher than that of aluminum alloy.

Titanium is an advanced material with excellent corrosion resistance, biocompatibility, and strength-to-weight characteristics. This unique range of properties makes it an ideal choice for many of the engineering challenges faced by the medical, energy, chemical processing, and aerospace industries.

Highly resistant to seawater corrosion. The material’s mechanical properties are inferior to many other machinable metals, making it best for low-stress components produced by CNC machining.

Brass is mechanically stronger and lower-friction metal properties make CNC machining brass ideal for mechanical applications that also require corrosion resistance such as those encountered in the marine industry.

Few metals have the electric conductivity that copper has when it comes to CNC milling materials. The material’s high corrosion resistance aids in preventing rust, and its thermal conductivity features facilitate CNC machining shaping.

Due to the low mechanical strength of pure magnesium, magnesium alloys are mainly used. Magnesium alloy has low density but high strength and good rigidity. Good toughness and strong shock absorption. Low heat capacity, fast solidification speed, and good die-casting performance.

Iron is an indispensable metal in the industrial sector. Iron is alloyed with a small amount of carbon – steel, which is not easily demagnetized after magnetization and is an excellent hard magnetic material, as well as an important industrial material, and is also used as the main raw material for artificial magnetism.

Zinc is a slightly brittle metal at room temperature and has a shiny-greyish appearance when oxidation is removed.
FAQs: Reticle Holders for Photolithography Applications
Reliable handling of photomasks is supported by the precise manufacturing process required for semiconductor lithography with an astounding accuracy within 2 nanometers, 3-sigma overlay performance under 1.5 nanometers for multi-patterning, and high levels of contamination control with defect densities under 0.01 defects per square centimeter. Furthermore, the photomask has a service life of over 100,000 exposure cycles which translates to several years of high-volume manufacturing in advanced logic fabrication facilities for 5 nanometer, 3 nanometer, and 2 nanometer technology nodes, including advanced 2 nanometer technology.


