The wide industrial use of the squeeze casting process lies in its advantages. For example, the automotive part manufacturing industry relies on it for dense castings due to reduced air entrapment during the injection process.

Choosing squeeze die casting for your custom casting needs should occur only after understanding the process. As a result, this article will discuss the squeeze casting process introducing how it works and common applications.
What is Squeeze Casting?

Squeeze casting is a hybrid process, i.e., it combines casting and forging, suitable for making metal parts with low porosity and high mechanical properties. It is a modification of the traditional die-casting process and is compatible with many metals with aluminum, copper, zinc, and magnesium being the commonest.
Furthermore, it is widely popular in the automotive part manufacturing industry as many automotive parts are squeeze-cast.
Types of Squeeze Casting
The squeeze casting process has two traditional types each with its advantages, disadvantages, and applications in part manufacturing. Below is how each type of squeeze casting works:
Direct Squeeze Casting
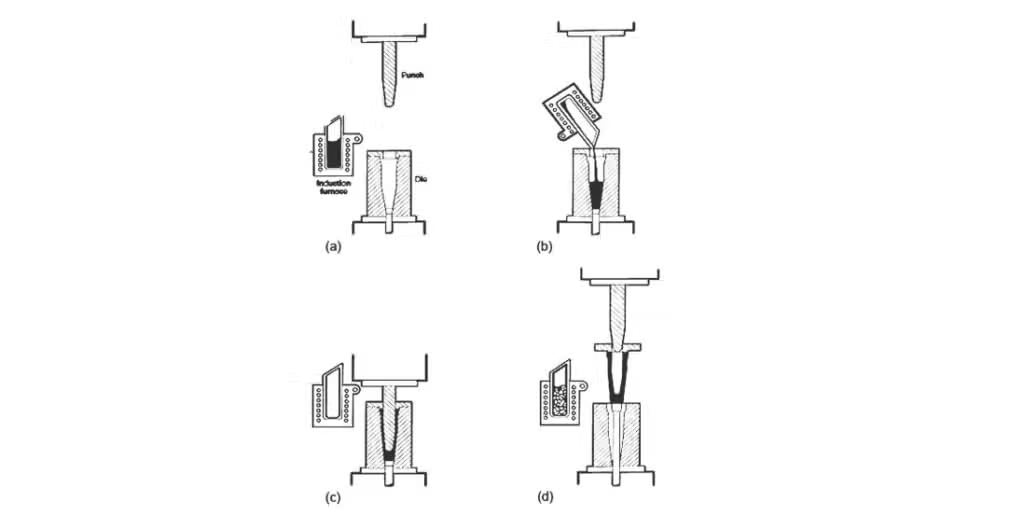
The direct squeeze casting technique or liquid metal forging makes use of a forging press. It involves pouring the liquid metal into a preheated and lubricated die.
As the liquid metal starts to solidify, the upper die or punch is closed to generate pressure (100MPa or more) that allows the liquid metal to fill the die without air entrapment. The pressure is maintained until the solidification occurs after which the operator ejects the casting.
Direct squeeze casting has the following advantages over its counterpart:
- It does not form pores due to a controlled and slow injection of molten material that prevents air entrapment in the mold cavity.
- There is no material shrinkage during casting
- The high pressure used leads to a high cooling rate allowing more control over the liquid metal’s microstructure
- It does not need risers or feeders
Indirect Squeeze Casting
The indirect squeeze casting method makes use of the same casting equipment as the direct squeeze casting method albeit with a different procedure. The first step is cleaning and grain-refining the molten metal before pouring it into a squeeze casting machine that is either vertical or horizontal.
Afterward, the molten metal is injected through a thick gate into the die at a low velocity (less than 0.5m/s). Then high pressure (55 MPa to 300 MPa) is applied until the liquid metal solidifies.
Direct vs Indirect Squeeze Casting
The major difference between both direct and indirect squeeze casting processes is that indirect squeeze casting maintains the same pressure to solidify the part. Furthermore, parts made using the process are of lesser quality.
Nevertheless, both process shares several advantages over traditional casting and forging process including:
- No internal/external defects
- Better quality mechanical properties.
- Shorter production cycle times
- Wider material compatibility
The Squeeze Die Casting Process

Aside from knowing about the different types of squeeze die casting, a successful production process depends on how much you understand the process. Hence, this section talks about the tools you need, squeeze casting parameters, general steps, and technologies associated with the process.
Tools Needed in Squeeze Casting
There are four main types of tools you need in squeeze casting and you should ensure you go for the highest quality to maximize your chance of success. They include:
Squeeze Casting Machine
This is the most important tool in the process. It is the machine where you pour the molten metal and where the molten metal solidifies under pressure. It can be vertical or horizontal and weighs up to 350 tons.
Oil Die Heating System
You heat the die in the oil die heating system before putting it into the casting machine and injecting the molten metal.
Vacuum System
The vacuum system is responsible for generating the pressure needed for the casting process.
Process Monitor System
It is responsible for monitoring the casting process from its inception to the finished product. A good process monitoring system ensures that there is smooth operation, maintains regularity, and alerts operators when there is an error.
Squeeze Die Casting Parameters
Aside from the tools, every squeeze die-casting enthusiast must know the monitoring parameters indicated below to get quality squeeze-cast parts.
Casting temperature
This is the temperature of the molten metal when you pour it into the mold. Generally, the temperature is between 60C to 550C higher than the metal melting point. Nevertheless, it depends on the metal alloy and its geometry.
Squeeze pressure
The amount of pressure applied to the molten metal as it begins to solidify. It also depends on the metal but has a typical range of around 70MPa to 140 MPa.
Tooling temperature
The tooling temperature is the temperature of the mold during casting. The typical range is between 190 to 315 degrees C.
Lubrication
Lubrication in squeeze casting depends on the material but is necessary as it helps in the ejection of the final part. Materials such as copper, aluminum, and magnesium, use any grade of colloidal graphite as spray lubricant applied to the warm dies before the casting process.
Time delay
Time delay is the time (measured in seconds) between pouring the liquid metal and the beginning of the pressurization process.
Squeeze pressure holding time
Squeeze pressure holding time is the duration of holding the squeeze pressure. It depends on the weight of the casting. For example, castings that weigh about 9 kg have a duration in the range of 30 to 120s.
Steps in Squeeze Die Casting
Squeeze die casting is a simple process that makes use of a simple structure mold. There are four steps involved and they include melting the metal alloy, pouring it into the die, closing the die and applying the pressure, and part ejection.
Melting the metal alloy
This step involves using a melting furnace to liquefy the solid metal alloy. The temperature depends on the metal melting points and can range from 660°C (1220°F) to 3400°C (6152°F).
Pouring the molten metal into the die
The next step involves pouring the molten metal using a launder into a preheated and lubricated die.
Closing the die and applying pressure
In this step, the operator closes the punch and applies pressure to allow the liquid metal to take the shape of the die.
Ejection of the finished part
On completion of the solidification process, the operator ejects the casting. They can then clean the die and repeat the process.
Technologies used in Squeeze Die Casting
There are two types of technologies used in squeeze die casting. They include:
Squeeze Pin Model
Squeeze pins are important in reducing shrinkage porosity in large sections of metal during the casting process. Their efficiency depends on the pressurization time and their placement.
The pin applies pressure, i.e., squeezes the liquid metal to compact it. As a result, they help in preventing porosity while improving the metal density. They stop once the metal has a solid surface or based on their placement.
Vacuum Assist
Vacuum assist squeeze casting involves using a vacuum pump to remove air from the mold cavity. This keeps the cavity free of air throughout the injection process. As a result, castings made using this technology have little to no pore and are stronger and denser. Furthermore, the technology requires less pressure and can produce thinner and larger castings.
Defects Associated with Squeeze Die Casting
During the squeeze casting process, there is a high possibility of defects occurring especially due to improper monitoring or operator errors: Common defects associated with the process include:
Oxide formation
This is possible if there is improper handling or transfer of the molten metal and is common with materials such as Magnesium and Aluminum. You can eliminate the oxide formation by using filters during transfer and ensuring there is no turbulence when filling the die.
Porosity
Castings can be porous if there is not enough pressure applied during the process. You can eliminate this by increasing the casting pressure.
Blisters
Blisters occur due to turbulent filling or the presence of air bubbles during the injection process, or heat treatment. Using the vacuum assist technology, slower die closing speed, and reduced temperature can help you avoid the problem.
Cold laps
This occurs when the molten metal comes in contact with a previously solidified layer and does not bond. You can avoid this by increasing the temperature of the die and reducing the die closure time.
Common Materials Used in Squeeze Die Casting

Squeeze die casting is compatible with ferrous and non-ferrous materials. However, the most common materials used in the process are:
Aluminum
Aluminum alloys such as the AL6063 and AL6061 are the most popular alloys used in squeeze die casting. They are strong, lightweight, corrosion-resistant, and versatile. As a result, aluminum squeeze casting is popular in industries like automotive and aerospace.
A successful aluminum squeeze casting however depends on selecting the right alloy and controlling parameters such as pressure and temperature.
Copper
Copper alloys such as brass and bronze are common squeeze-casting alloys known for their strength, durability, wear resistance, and electrical conductivity. Furthermore, they have high castability which allows shaping under pressure until they solidify.
Squeeze-casted copper parts are common in the marine part-making industry. However, their high cost and properties such as their proneness to corrosion, and low strength in high temperature reduces their use in certain industries.
Magnesium
Magnesium alloys are another material with high castability hence its use with squeeze casting but popular due to its lightweight and high strength-to-weight ratio.
Magnesium alloys are attractive material options for industries that need lightweight but strong components but their flammability and susceptibility to oxidation make them require precise temperature control.
Zinc
Zinc alloys have an exceptional fluidity that makes them compatible with squeeze casting and makes them suitable for making parts with complex geometries. Known for their low melting points, they require less heat than most metals. While common in squeeze casting, zinc squeeze casts are only suitable for use in cool operating temperatures.
Advantages of Squeeze Die Casting

Squeeze die casting has several advantages which makes them popular in many industrial part manufacturing models. They include:
Low Porosity
The squeeze die-casting process prevents air entrapment in the mold cavity. As a result, parts made using the process have low porosity and good surface texture. Furthermore, there is a reduction in the by-products due to this defect.
Less Shrinkage
Metal parts made using the squeeze die casting process have low shrinkage. This is achievable due to the high pressure and tight sealing of the mold that prevents the evaporation of the liquid metal.
Low-Cost Mold
Squeeze casting makes use of a steel mold with a simple structure. This leads to a low-cost mold fee and reduces the cost of production. Furthermore, since the mold and materials are reusable the process is economical.
Parts with higher density
The unique cooling process in the casting process leads to stronger metal grain which in turn leads to parts with high density. As a result, parts made using squeeze casting are strong, dense, and have a longer life.
Compatible with ferrous and nonferrous materials
Another advantage of squeeze die casting that aids in its wide acceptance by many industries is that it is compatible with ferrous and nonferrous metals producing excellent final products.
Heat treatment
Squeeze-cast parts can also undergo heat treatment methods such as annealing to improve mechanical properties such as hardness, strength, and corrosion resistance.
Disadvantages of Squeeze Casting
Squeeze die casting also has its disadvantages which include:
Slow production cycle
Due to the slow injection process and control process needed for a successful, squeeze casting has a slow production cycle making it unsuitable for rapid prototyping.
Requires extensive machining
The casting process is less precise than other die-casting methods. As a result, it can require extra machining to achieve the necessary tolerance. This can add to the production cost.
Less flexibility
The squeeze-casting process is less flexible compared to other die-casting processes. It is only suitable for specific parts and can falter when used for complex designs or requirements.
Applications Of Squeeze Casting

Squeeze die casting is applicable in several industries due to its unique process, advantages, and the properties of the casted parts.
Automotive Industry
A common application of the casting process is in the automotive parts industry where it is suitable for making high-quality automotive parts such as brackets, nodes, chassis, and frames. A common example is Porsche which uses the process in making their engine components.
Military
Squeeze die casting is also suitable for making military weapons and heavy machinery. With materials such as magnesium alloys, the squeeze casting process produces high-quality parts such as bombshells, bevel gears, pipes, blades, and discs.
Marine Parts
The casting process is also compatible with materials such as aluminum in making small turbine blades and boat propellers. Its compatibility with heat treatment methods such as annealing also makes it common here as this can be used to improve the part operation in the marine environment.
Squeeze Casting vs High-Pressure Die Casting
Squeeze casting is often confused with high-pressure die casting since they both use pressure during the casting process and are compatible with the same materials. However, there are different casting processes.
On the one hand, in HPDC, the operator injects the molten metal into the die at a high speed and pressure and holds the pressure until the molten metal solidifies. Due to the pressure involved, HPDC is suitable for making parts with a thin wall thickness (even less than 5mm) and produces smoother and high-quality castings.
On the other hand, squeeze die casting is a hybrid of the casting and forging techniques. It has a slower metal velocity (about 0.5m/s) and a longer solidification time. This results in a longer cycle time. Furthermore, unlike HPDC, there is less air bubble in the mold cavity which reduces the porosity of parts.
Zintilon Support for Your Custom Casting Service
The squeeze die casting process advantages such lesser porosity and high dense makes it suitable for making some industrial parts. While this article exposes you to how the process works so you can make an informed decision, a cost effective and quality-focused casting project is achievable by outsourcing to reputable custom casting services.
At Zintilon, we provide custom casting solutions reliant on expert teams and innovative manufacturing capability. We can ensure you a seamless experience from the prototyping to the mass production stage, providing you with the right recommendation for a successive casting process. Contact us today, and let us bring your project to life.
Conclusion
Squeeze casting combines casting and forging techniques and involves slowly pouring liquid metal into a preheated die and closing the upper die on it to form the mold chamber and generate pressure that reduces air bubbles in the mold cavity. The casting process is suitable for many materials and this article talks about the process. Looking for a custom casting service? Zintilon is your trustworthy and reliable partner.
FAQs
What is the cost of Squeeze Casting?
The cost using the process depends majorly on the material, intended part complexity, and production volume. For those not outsourcing to a custom casting service, you can also add a high initial cost of equipment and tooling.
What Is the Alternative for Squeeze Casting?
An alternative for squeeze casting is better recommended after looking at the part design and material requirements. As a result, you should enquire from squeeze casting enthusiasts or casting service providers. Nevertheless, high-pressure die casting is a perfect alternative to squeeze casting as it uses pressure and is compatible with the same materials
What Is the Precision of Squeeze Casting?
The precision of the process typically ranges from 0.25 mm in 100 mm to 0.6 mm in 500 mm. As a result, it is suitable for making parts with limited design tolerance.